The food processing sector requires to meet high safety standards and to use belts that will deliver optimal production efficiency.
Specific challenges
- belt standards and certification requirements, bacterial growth control, potential losses due to damaged products during production process
Beltal solutions
- Strict compliance with food standards (FDA, EU 10/2011 or EC 1935/2004)
- Belts impermeable to water, oils and other liquids
- Range of antimicrobial belts
- Belts for metal detectors
- Increased durability of FDA belts
- Cut-resistant belts preventing risk of bacterial contamination
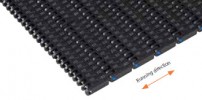
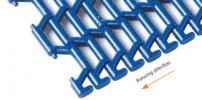
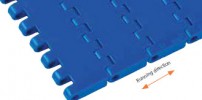
- Variety of configurations for plastic modular belts
- Specialty products and production processes reduce production line losses



Applications
- Meat processing: metal detectors, scales, cookers, cutting tables, boning, fryers, sealers
- Bakeries: moulders, ovens, fryers, coolers, freezers, cutters, transfer, convenience stores, slicers
- Fruits and vegetables: picking, washing, sorting, freezers, canning, slicers cookers, fryers, packaging
- Snacks: cutters, fryers, seasoning, bagging
- Dairies: pasteurizers, filling, string cheese equipment, metal detectors
- Confectionery: mixers, coolers, enrobers, packaging
- Bottling: washers, ovens, filling, pasteurizers, printing
Advantages and benefits of Beltal’s offer
- Great peace of mind thanks to Beltal’s extensive experience in the field
- Simplified ordering given the broad range of products and applications available
- Time and money savings since Beltal solutions make belts last longer
- Increased productivity by reducing losses due to contamination or damaged products